
Frozen food packaging is one of the most demanding categories in the packaging industry. Unlike dry snacks or bakery products, frozen foods are exposed to low temperatures, humidity changes, condensation, and long-distance transportation conditions.
That means packaging is not just about appearance—it must survive real cold-chain environments without losing strength, shape, or print quality.
If you are sourcing custom frozen food packaging boxes, choosing the right material and structure is critical to avoid issues like box deformation, ink peeling, or moisture damage.
This guide breaks down what actually matters in real production.

What makes frozen food packaging different?
Frozen food packaging is constantly dealing with:
- Temperature changes (freezer → room temperature)
- Condensation and moisture exposure
- Long storage periods
- Heavy or semi-moist products
- Transport vibration and stacking pressure
In real projects, most packaging failures don’t happen in the factory—they happen during freezing, shipping, and retail storage.
Best materials for frozen food packaging boxes
1. Coated paperboard (most commonly used)
Coated Paperboard
This is the most widely used material for frozen food cartons.
Why it works:
- Adds moisture resistance
- Improves structural stability in cold conditions
- Supports high-quality printing
- Prevents surface softening from condensation
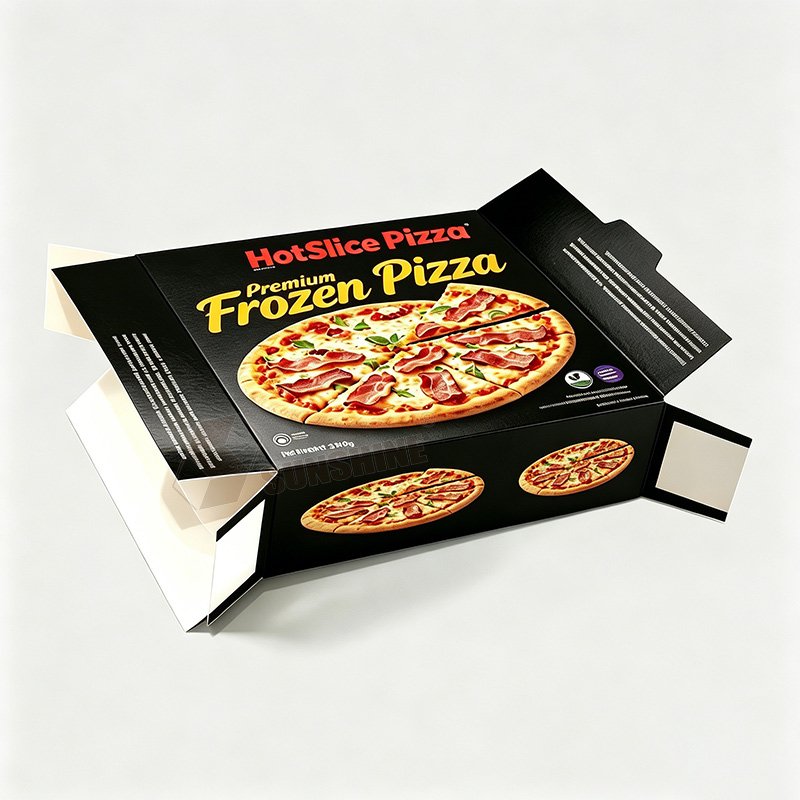
It is commonly used for frozen pizza boxes, ready meals, and frozen snacks.
2. FBB board (folding boxboard)
Folding Boxboard (FBB)
FBB is often used when cost and efficiency matter more than heavy-duty protection.
Strengths:
- Lightweight
- Good stiffness
- Suitable for retail frozen foods
- Works well with coatings and lamination
Limitation:
- Needs proper coating for freezer environments

3. Kraft board (eco-positioning option)
Kraft Paperboard
Used for brands that want a natural or eco-friendly look.
Strengths:
- Strong fiber structure
- Good sustainability perception
- Recyclable
Limitation:
- Less ideal for high moisture environments unless coated properly
- Print colors appear more muted
4. Corrugated board (for shipping frozen food)
Corrugated Cardboard
This is used mainly for logistics, not retail display.
Strengths:
- High stacking strength
- Excellent protection in cold-chain shipping
- Suitable for bulk frozen food distribution
Structures commonly used in frozen food packaging
Structure matters just as much as material.
Seal-end boxes
Best for:
- Frozen pizza
- Ready meals
Why:
- Strong sealing
- Good for automated packing lines
Auto-bottom boxes
Best for:
- Heavy frozen meals
- Multi-component frozen foods
Why:
- Strong bottom support
- Reduces risk of box collapse
Tray + sleeve structure
Best for:
- Premium frozen foods
- Ready-to-heat meals
Why:
- Easy to open
- Better product presentation
Corrugated shipping boxes
Best for:
- Export frozen food
- Subscription frozen meals
Why:
- Protects against long-distance transport stress

Moisture resistance: the most important factor
If there is one thing that decides whether frozen food packaging succeeds or fails, it is moisture control.
Common real-world issues include:
- Box softening after freezer storage
- Ink smudging due to condensation
- Layer separation (delamination)
- Structural weakening during thawing cycles
How moisture resistance is achieved
1. Coatings
- PE coating (strong barrier, widely used)
- Water-based coating (more eco-friendly)
- PLA coating (compostable option for premium eco brands)
2. Lamination
Adds a protective film layer to prevent water absorption.
Best for:
- Long shelf-life frozen foods
- Export packaging
3. Ink selection
Food packaging for frozen products should use:
- Low-migration inks
- Cold-resistant printing systems



Freezer performance: what buyers often overlook
Many buyers focus on print design—but ignore freezer testing.
A proper frozen food packaging box must pass:
- 24–72 hour freezing test
- Condensation exposure test
- Compression stacking test
- Thawing cycle stability test
Without testing, packaging may look fine initially but fail in distribution.
Printing considerations for frozen food packaging
Frozen packaging must balance design and durability.
Offset printing (most common)
- High color accuracy
- Suitable for retail frozen food branding
- Works well with coated board
Flexographic printing (for corrugated boxes)
- Cost-effective for bulk shipping cartons
- Fast production
- Lower detail than offset
Digital printing (for sampling)
- Fast prototyping
- Useful for testing new frozen food products

Common mistakes in frozen food packaging
In real manufacturing projects, the same problems appear repeatedly:
- Using uncoated paperboard for freezer products
- Ignoring condensation during thaw cycles
- Choosing weak structure for heavy frozen meals
- Over-designing graphics but underestimating material performance
- Not testing actual freezer storage conditions
These mistakes usually lead to product damage—not packaging defects on paper.
How to choose the right frozen food packaging box
A simple decision framework:
- If it stays in freezer long-term → coated paperboard + lamination
- If it is exported → corrugated + strong moisture barrier
- If it is premium retail → FBB + high-quality offset printing
- If sustainability matters → kraft + food-safe coating system
Frozen food packaging is less about design trends and more about real physical performance under stress conditions.
A good-looking box that fails in freezing conditions is worse than a simple box that performs reliably.
In real production, successful brands focus on three things:
- Moisture resistance
- Structural strength
- Cold-chain stability
Once these are solved, branding and printing become the easy part.
The best frozen food packaging is the one that survives the entire journey—from factory, to freezer, to customer table—without changing how it looks or performs.

